Landybehr
Threadstarter
- Beiträge
- 2.425
- Likes
- 868
Salü,
na dann ist das doch gut, daß hier so gründlich nachgeforscht wurde") . Sonst hättest Du ja ewig schlecht geträumt
. Sonst hättest Du ja ewig schlecht geträumt ") .
.
Das längere Rohr ist immer noch auf der Liste. Ich versuche, alle Optionen abzufragen und abzuwägen, was die "Rückfälligkeit" des Kolbens in Sachen Riefenbildung und Druckmarkenbildung angeht.
Zum Zylinder:
Es gibt z.B Kolbenrohre, die hartverchromt sein sollen und maßhaltig. Ich schätze nur, das ist nicht das was mir weiterhilft, denn eine Innenfläche ist galvanisch dort nicht behandelbar - oder irre ich damit? Und eine Härteschicht auf der Außenseite nutzt ja nun nicht weiter. Die Rohre sind praktisch alle S355 als Materialgüte. Ein härteres Ausgangsmaterial wäre fein, aber wo soll man das nur hernehmen. Eine einfache Option wäre wohl, die Laufbahn beschichten zu lassen. Oder durch Plasmanitrieren etwas zu "tunen". Letzteres würde die Maßhaltigkeit nicht irritieren, aber das eher weiche Grundmaterial wird im Verhältnis dadurch trotzdem weniger "mehr hart" (nagelt mich nicht fest, ich meine nur halb so hart wie eine Hartverchromung), als ein hochlegiertes Material. Nikasil gibt es ja auch, oder chemisch-Nickel. Das wären auch Beschichtungen, die gut haften bleiben sollten. Die Firma Kexel macht zB ein DLC (irgendwas mit Kohlenstoffeinbringung), aber das geht nicht an Innenflächen - habe ich schon abgefragt. Alles sehr theoretisch, denn über "Möglichkeiten" und "Kosten" ist dabei ja noch gar nicht gesprochen.
Gibt es denn nicht irgendwas, das im Hydraulikbedarf in dieser Fragestellung schon gang und gäbe ist ?
Zum Kolben:
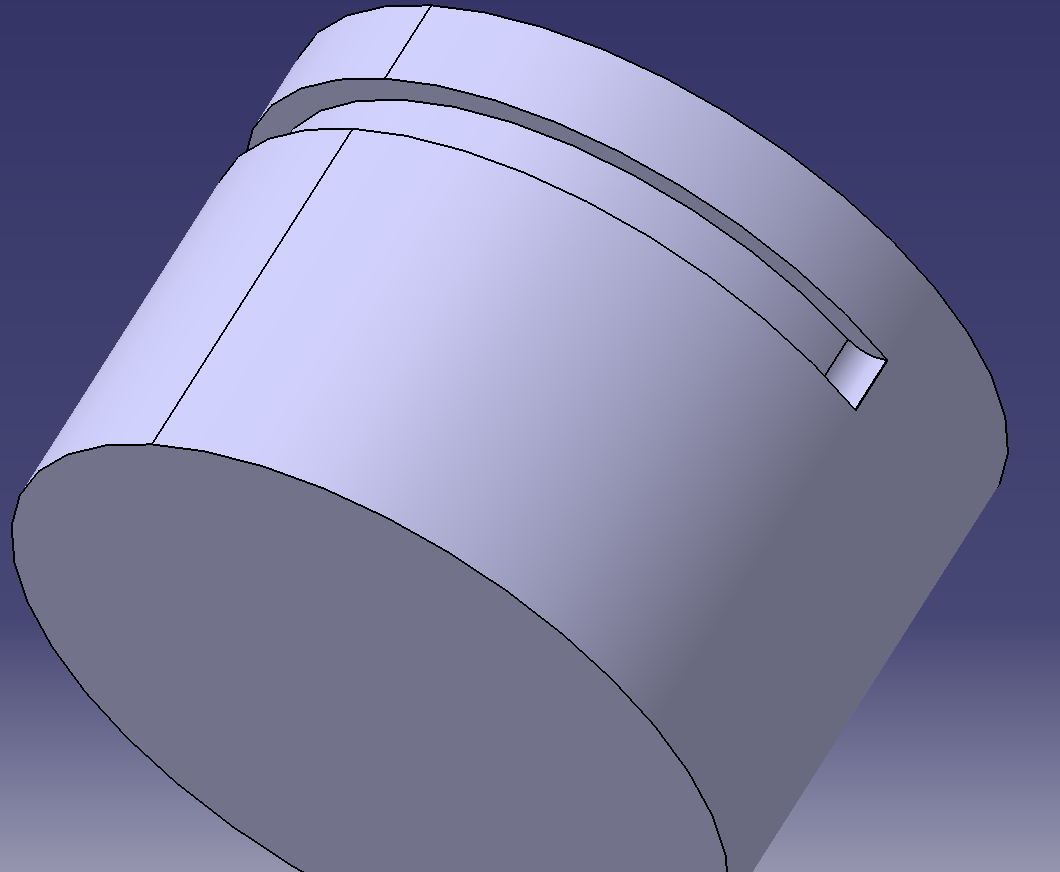
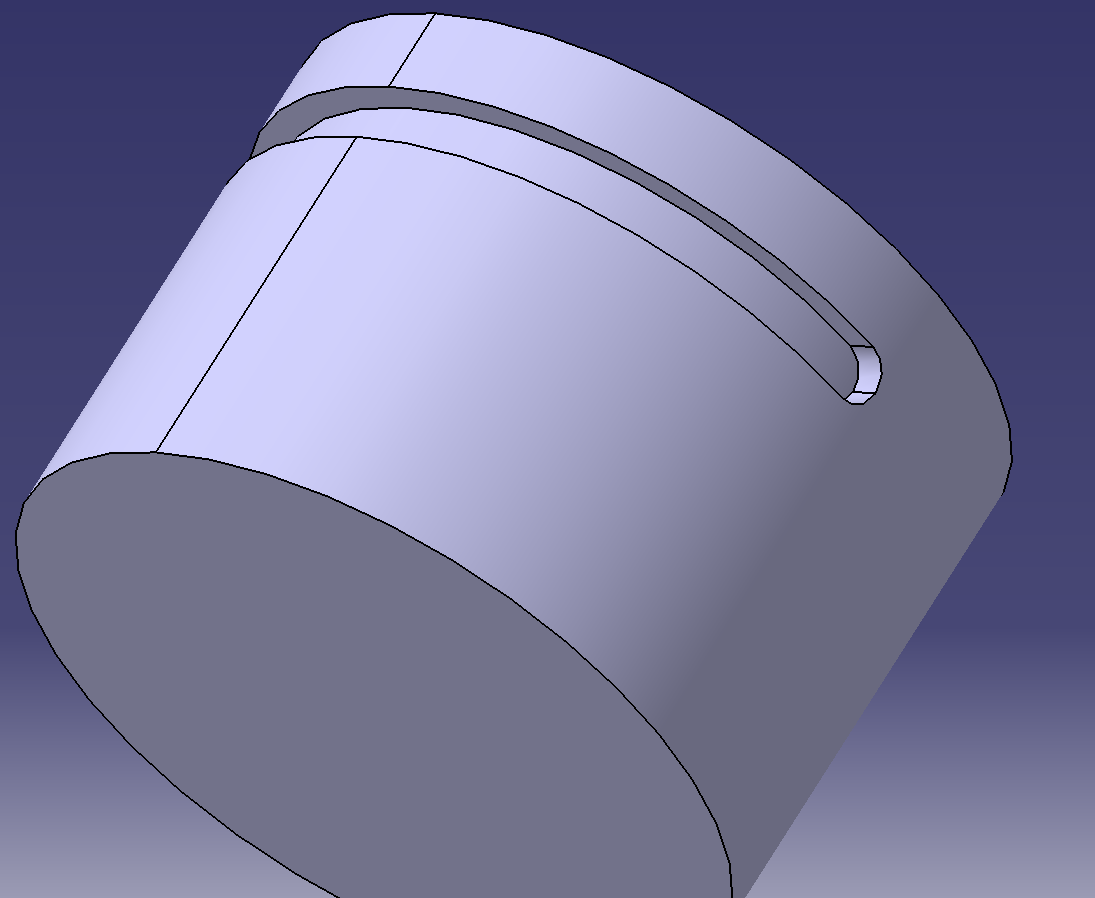
Ich eruiere auch, einen zweiten Stützring einzusetzen. Ich wurde aufgemuntert, daß ein schmaler bestimmt passte. Oder, es wäre doch auch möglich, den Stützring nicht ganz umlaufend einzusetzen, sondern nur in Taschen. Anders: es ist einfacher, den Kolben auf der Drehbank einzuspannen und eine Nut zu drehen für den Stützring. Doch wenn man den Kolben unter eine Fräsmaschine packte und in einem Drehfutter nur einen Teil des 360° KReises drehen täte (oder sowas unter einer Erodiermaschine machte..). Dann wäre nur ein kurzes Stück Stützband zwischen den Kolbenbolzenaugen, aber immerhin läge das Band in den Hauptdruckbereichen. Kann jemand sagen, ob die Idee doof ist, oder ist es nur die anspruchsvollere Fertigung, die dagegen spricht ? Im Grunde wäre das nämlich in meinen Augen am solidesten und "handfest".
Ich werde ihn etwas polieren, um die groben mikroskopischen Spitzen abzutragen. Und dann ist eine Teflonbeschichtung bei der Firma Kexel nicht so teuer, glaube ich. Herr Kexel meint, das Teflon reibe sich auch ab. Aber so einen Tod muss man halt immer sterben. Und wenn das mit den zweiten Stützbändern klappen würde, wäre es sowieso zweitrangig. Es gibt bei der Firma SCheuerlein einen MoS2-Lack, den man mit Airbrush aufsprüht und in Mutters Backofen einbrennt. Das wäre günstig. Wie effektiv, ist dabei wohl ewig ungewiss. Zumindest für´s gute Gefühl wäre es eine Tat.
das Mit dem nicht-durchgängigen Stützring meine ich so (blaue Markierungen

na dann ist das doch gut, daß hier so gründlich nachgeforscht wurde
. Sonst hättest Du ja ewig schlecht geträumt .Das längere Rohr ist immer noch auf der Liste. Ich versuche, alle Optionen abzufragen und abzuwägen, was die "Rückfälligkeit" des Kolbens in Sachen Riefenbildung und Druckmarkenbildung angeht.
Zum Zylinder:
Es gibt z.B Kolbenrohre, die hartverchromt sein sollen und maßhaltig. Ich schätze nur, das ist nicht das was mir weiterhilft, denn eine Innenfläche ist galvanisch dort nicht behandelbar - oder irre ich damit? Und eine Härteschicht auf der Außenseite nutzt ja nun nicht weiter. Die Rohre sind praktisch alle S355 als Materialgüte. Ein härteres Ausgangsmaterial wäre fein, aber wo soll man das nur hernehmen. Eine einfache Option wäre wohl, die Laufbahn beschichten zu lassen. Oder durch Plasmanitrieren etwas zu "tunen". Letzteres würde die Maßhaltigkeit nicht irritieren, aber das eher weiche Grundmaterial wird im Verhältnis dadurch trotzdem weniger "mehr hart" (nagelt mich nicht fest, ich meine nur halb so hart wie eine Hartverchromung), als ein hochlegiertes Material. Nikasil gibt es ja auch, oder chemisch-Nickel. Das wären auch Beschichtungen, die gut haften bleiben sollten. Die Firma Kexel macht zB ein DLC (irgendwas mit Kohlenstoffeinbringung), aber das geht nicht an Innenflächen - habe ich schon abgefragt. Alles sehr theoretisch, denn über "Möglichkeiten" und "Kosten" ist dabei ja noch gar nicht gesprochen.
Gibt es denn nicht irgendwas, das im Hydraulikbedarf in dieser Fragestellung schon gang und gäbe ist ?
Zum Kolben:
Ich eruiere auch, einen zweiten Stützring einzusetzen. Ich wurde aufgemuntert, daß ein schmaler bestimmt passte. Oder, es wäre doch auch möglich, den Stützring nicht ganz umlaufend einzusetzen, sondern nur in Taschen. Anders: es ist einfacher, den Kolben auf der Drehbank einzuspannen und eine Nut zu drehen für den Stützring. Doch wenn man den Kolben unter eine Fräsmaschine packte und in einem Drehfutter nur einen Teil des 360° KReises drehen täte (oder sowas unter einer Erodiermaschine machte..). Dann wäre nur ein kurzes Stück Stützband zwischen den Kolbenbolzenaugen, aber immerhin läge das Band in den Hauptdruckbereichen. Kann jemand sagen, ob die Idee doof ist, oder ist es nur die anspruchsvollere Fertigung, die dagegen spricht ? Im Grunde wäre das nämlich in meinen Augen am solidesten und "handfest".
Ich werde ihn etwas polieren, um die groben mikroskopischen Spitzen abzutragen. Und dann ist eine Teflonbeschichtung bei der Firma Kexel nicht so teuer, glaube ich. Herr Kexel meint, das Teflon reibe sich auch ab. Aber so einen Tod muss man halt immer sterben. Und wenn das mit den zweiten Stützbändern klappen würde, wäre es sowieso zweitrangig. Es gibt bei der Firma SCheuerlein einen MoS2-Lack, den man mit Airbrush aufsprüht und in Mutters Backofen einbrennt. Das wäre günstig. Wie effektiv, ist dabei wohl ewig ungewiss. Zumindest für´s gute Gefühl wäre es eine Tat.
das Mit dem nicht-durchgängigen Stützring meine ich so (blaue Markierungen










 .
.


